
全国咨询电话:
027-85856393
135-07188888

全国咨询电话:
027-85856393
135-07188888
电话:027-85858679
手机:13507188888
地址:武汉市江汉区民主二街30-6号一楼
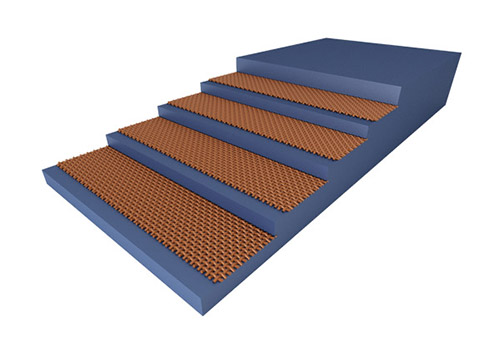
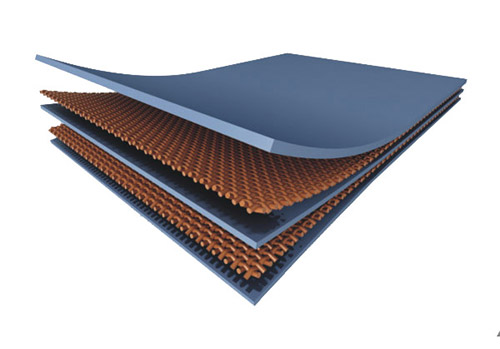
配套三角带用手在每条三角带的中部,施加2千克左右的垂直压力,下沉量为二十到三十毫米为宜,不合适时要及时进行调整。双根或三根以上三角胶带需要更换时,要选用规定型号的三角胶带,并要求每组三角胶带紧度一致,不准新旧混装或减少根数使用,否则,新旧三角带受力不均,甚至旧三角带不起作用,影响动力传递和缩短三角带的寿命。下面厂家介绍一下三角带及出故障的原因:张紧力太大:三角带所承受的张力太大,形变较严重,其会让三角带的使用年限减低。三角带上留有杂物:若三角带上留有油脂等脏物,因为脏物里包含了化学物质、其可进入三角带,破坏它的材料结构构成。三角带轮没有对正:若三角带轮没被对正会致使三角带出现打滑、扭曲及内部出现发热磨损的情况,因此三角带轮一定要对正。基于橡胶制品橡胶三角带的粘结修复是节约更换成本的有利举措,橡胶的极性越大,胶接效果越好.在紧急情况下,针对破损程度比较轻的三角带可以尝试使用冷热两种修复手段进行修补。三角带的组成部分缓冲胶,聚酯钢化棕丝带芯或是线绳带芯的三角带在强力层的周围,有一层同带芯具有良好粘附强度的胶料,即为缓冲胶。压缩胶层,压缩胶层是由耐弯曲疲劳性能优良的胶料组成,承受三角带再运转弯曲事所产生的压缩应力,保持三角带的刚度和弹性。尼龙纤维三角带顾名思义就是使用尼龙纤维制作而成的三角带,它能够在机械设备中起到能量的传动作用。与传统橡胶材质的三角带相比,尼龙纤维三角带具有更高的强度,能够承受更大的力量。
厂家教你如何提升三角带的拉伸长度。产品结构不断提升是三角带厂家发展的核心推动力。未来发展中在保证普通三角带产品稳步增长的前提下,逐步提高耐油耐热抗静电、农业机械用变速三角带以及汽车用三角带等高档产品的规模和比重,加快推进产业化进程。三角带厂家研究表明,木质素可作为橡胶材料的补强剂,其补强效果与炭黑相当,内含的受阻酚羟基具有防老剂的作用,能有效提高橡胶三角带的抗老化性能,尽管作为一种可再生资源还是不能满足三角带底胶的性能要求。
橡胶输送带在使用一段时间后,需要对输送带表面的脏物进行清洗,这样做的目的一方面保证输送带的使用寿命,另一方面保证输送带工作消力池与耗能。那么怎么清洗橡胶输送带?下面厂家为大家详细介绍。1、清洗橡胶输送带时首先要关掉蒸汽阀,根据张紧装置的位置调节压力。2、对机电设备,用塑料包起来。 3、将橡胶输送带连接,把清洗机接220v交流电。4、对橡胶输送带进行浸湿。5、将清洗溶液与水的比例以1:10融合,搅拌均匀。6、用冲枪将清洗溶液均匀的喷洒在大带上,注意大带的加强边,不要用用过大的冲力,以免伤害大带,冲枪要一次性扫过,不要重复冲洗。7、用清水冲洗,这个时候要仔细,因为一般橡胶输送带很难清洗干净,所以大家得格外注意,认真清洗,再把它烘干。
如何解决三角带出现非正常磨损的情况?内蒙古橡胶输送带厂家原因分析:1、三角带的皮带不平行、震动造成。2、启动扭矩过大,瞬间加大了摩擦力。3、带轮轮槽角度不正确,导致与三角带的两侧不能充分接触。4、带轮的轮槽磨损过大,导致与三角带不能合理匹配。5、三角带或带轮槽的截面不正确。6、橡胶输送带皮带的张力过低。7、三角带与其他凸出机件有摩擦或击打现象。解决问题的方法:1、严重的情况可以更换三角带。2、重新评估传动系统的设计,建议重新选型。3、建议更换符合标准的三角带轮。4、对于磨损过大的带轮要及时更换。5、三角带和带轮槽的截面必须是匹配的。6、检查张力并重新张紧。7、排除凸出部分;重新对传动进行定位。

三角带输送机的维护与保养:应按维护机械规程进行。设备维护规程是对设备日常维护方面地要求和规定,坚持执行设备维护规程,可以延长设备使用寿命长,保证安全、舒适地工作环境。其主要内容应包括:1.检查和评定操作工人维护设备程度地内容和方法等。2.设备要达到整齐、清洁、坚固、润滑、安全等地作业内容、作业方法、使用地工器具及材料、达到地标准及注意事项;3.日常检查维护及定期检查地部位、方法和标准;通过擦拭、清扫、润滑、调整等一般方法对设备进行护理,以维持和保护设备的机械性能和技术状况,称为设备维护保养。
输送带在使用前要先进行安装,那么厂家的小编来告诉你们输送带怎么安装呢?在输送带卷取铁芯上穿上转动灵活的轴,并将带卷架好,上架前注意上、下盖胶的方向不要架反在不宜上架的工作场所可以把输送带卷导开,并使折叠处输送带具有足够大曲率半径,防止损伤输送带,折叠处禁止在输送带上放置重物。如果是更换输送带,可将新带与旧带连在一起,卸带与安装新输送带同时进行。对于水平运转的输送机,可在任何一点切断旧输送机,倾斜方向运转的输送机,则需选好切断点,防止因自重引起下滑失控。在输送机上将新带的位置放正后,用夹具将胶带的一端固定好,然后与绕过辊与带轮的绳索相连,通过牵引装置将输送带平衡的架到输送机上,牵引时,要防止输送带与机架相互挤压。用夹具将输送带的一端固定在输送机架上,另一端通过滑轮将另一端拉紧,直到输送带在返回托辊上无明显下垂。将拉紧装置固定离起点100-150mm。


